400-880-078313728160389 13412639960

400-880-078313728160389 13412639960


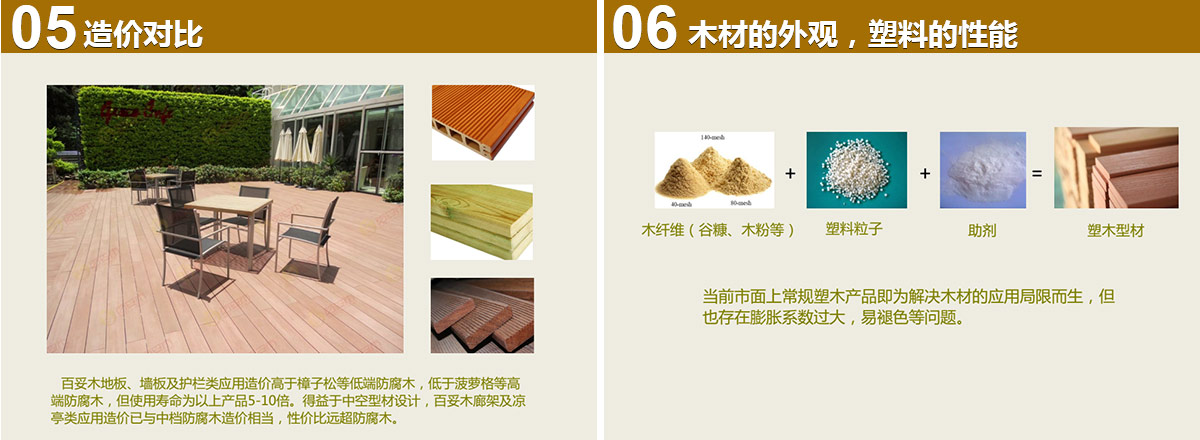
常规塑木百妥木(PVC共挤复合木)

常规塑木百妥木(PVC共挤复合木)
| 比较项目 | PE/PP塑木 | PVC生态木 | 百妥木(PVC共挤复合木) | |
|---|---|---|---|---|
| 原 料 | 塑胶基材 | 回收2次以上的再生料,主要为废弃薄膜及塑料包装盒、瓶、桶等(LDPE/PP)回收料来路不明,每次回收加工都增加填充料,添加成分及分量都不确定。流动性好,添加大量填料仍然可以加工成型。PP的收缩率高,一般为1.8~2.5%。高温条件下丧失抗氧化性,抗冲击性能随着温度的降低而明显降低。PE的成型收缩率:1.5-3.6%,需要添加大量的矿物质填料,才能稍微抑制PE、 PP的高伸缩性。矿物质填料的过量添加直接导致产品过脆 | 全新原料 (PVC 聚合度700~800)有正规来源渠道、 质量稳定。PVC的收缩率相当低,一般为0.2~0.6%,PVC的流动性差,填充料到临界点就难以加工成型,但发泡过大已经改变了内部分子间的链接,收缩增大,抗冲击性降低。 | 全新原料 (PVC 聚合度700与1000配搭使用)全新料、有正规来源渠道、 质量稳定。PVC的收缩率相当低,一般为0.2~0.6%,百妥木采用不发泡与微发泡结合,添加高长径比的聚酯纤维,得到 < 0.1%的伸缩率,PVC的流动性差,填充料到临界点就难以加工成型。全新原料及低填充,使材料得以保持良好的韧性和尺寸稳定性。 |
| 木粉 | 40~60目,直径0.6~0.45mm,颗粒较粗。不利于木粉的干燥、木纤维的偶联。 | 100目, 直径0.125~0.14mm,颗粒较细,有利于木粉的干燥、木纤维的偶联。 | 100目,直径0.125~0.15mm,颗粒较细,有利于木粉的干燥、木纤维的偶联。 | |
| 钙粉 | 重钙(未经烧制直接破碎磨粉的碳酸钙)粒径粗而不均匀 | 轻钙(经烧制后再破碎磨粉的碳酸钙)粒径细而且均匀 | 纳米级轻钙 | |
| 昂贵的进口抗氧化剂与抗紫外线剂 | 无 | 无 | 德国BASF品牌 | |
| 长径比>20的特殊纤维 | 无 | 无 | 有 | |
| 工 艺 | 混料 | 颗粒、块状基材+填充剂+改性剂,难以充分均匀, | 粉末状基材+填充剂+改性剂充分而且均匀 | 粉末状基材+填充剂+改性剂充分而且均匀 |
| 挤出 | 通常用单螺杆机挤出,对原料的剪切混炼不够彻底。 | 通常用单螺杆机挤出,对原料的剪切混炼不够彻底。 | 用双螺杆机挤出,对原料的剪切混炼充分彻底。 | |
| 发泡 | 回收料成分复杂基本上不能发泡密度高,易脆。 | 大发泡(密度0.55~0.65)材质过于疏松降低了强度与握钉力 | 微发泡(密度0.9~1.0) 既隔热、降噪,微孔结构又提高了抗冲击强度 | |
| 包覆 | 没有 | 没有 | 有 | |
| 质 量 技 术 指 标 | 表面硬度 | 65~72°(邵氏硬度) | 约60° | 约84° |
| 隔热、保温 | 差 | 好 | 好 | |
| 隔音、降噪 | 差 | 好 | 好 | |
| 耐磨 | 一般 | 较低 | 高 | |
| 弯曲强度 | 一般 | 较低 | 高 | |
| 冲击强度 | 一般 | 较低 | 高 | |
| 冷热循环尺寸变化 | 大 | 大 | 极小 | |
| 24h吸水尺寸变化 | 低 | 高 | 极低 | |
| 阻燃 | 无法达到阻燃等级 | B1级 | B1级 | |
| 耐老化 | 按GB/T 24137-2009, Ⅱ级塑木装饰板老化500h,耐光色牢度(灰色样卡)≥3级,市场上极难觅到能通过500h氙灯老化测试的产品,普遍在安装半年内进入颜色衰退期(而厂家通常解释为进入稳定期) | 按GB/T 24137-2009, Ⅲ级塑木装饰板老化300h,耐光色牢度(灰色样卡)≥3级,市场上基本上都是室内产品,根本无法通过300h氙灯老化测试 | 按GB/T 24137-2009,Ⅰ级塑木装饰板老化1000h,耐光色牢度(灰色样卡)≥3级,百妥木轻松通过1000h氙灯老化测试,耐光色牢度(灰色样卡)≥4 | |
| 颜色 | 因为原料来源复杂,通常需用钛白粉先遮盖本色再调色,而钛白粉过量添加又降低了理化性能指标。颜色普遍深沉,浅色和鲜艳的颜色无法生产 | 颜色丰富、鲜艳,可任意调整 | 颜色丰富、可任意调整 | |
| 表面木质感 | 单色,靠拉丝压花来表现粗犷的木质感 | 复合色,靠局部颜色差异来表现细致的木质感,也可用拉丝、压花来增强粗犷的原木质感 | 单色,复合色任意调整,靠包覆层添加的高纤维材料真实还原了木材的天然纹理。既能细腻,也可粗犷。 | |
| 便 利 性 | 物流搬运便利性 | 密度约1.35~1.4,物流成本高,材质较脆,物流经常出现货损 | 密度0.55~0.6,降低物流成本,和搬运劳动强度,材质较脆,物流过程中极易损坏。 | 密度0.9~1.0, 降低物流成本和搬运劳动强度。 |
| 安装便利性 | 易碎、需预引孔,二次握钉力基本丧失 | 握钉力极差。 | 韧性极好,无需于钻引孔,握钉力强,进退5次以上,握钉力基本不变 | |
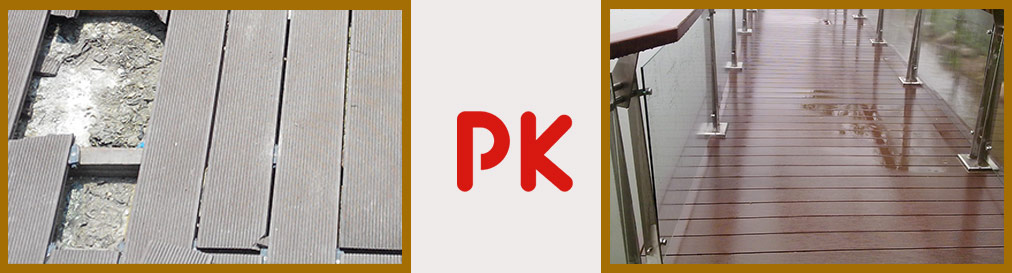
为了应对户外的苛刻环境,材料必须兼具多种不同特性:表面够硬、耐磨、抗紫外线、耐老化,同时要够韧、不易折断、不易崩缺,握钉力强、不脆,隔热、隔音,偏远地区、高层建筑或水面建筑还需要轻质化,减少搬运劳动强度和建筑物本身的荷载。要兼具这么多不同的品质要求,传统PVC生态木因为发泡过大,疏松的结构导致强度不够,收缩、变形、褪色严重,只能在室内做装饰材料使用。PE/PP塑木使用的胶料都是市场上回收两次以上的再生料,成分复杂,难以发泡,矿物填充料太多,导致产品笨重、太脆、握钉力差。共挤技术就可以将刚、柔两种不同特性的材料完美地融合在一起,并且可以做到昂贵的改性剂只在局部饱和添加而将成本控制在市场接受范围内。用两台或以上的挤出机将两种或以上不同颜色或不同特性的原料同步挤入到同一套模具,不同的原料在模腔内分流成不同便 利 性层面,在模腔内经高温高压黏合成一个整体。这样就可以根据客户需要设计生产出外观颜色灵活多变,性能刚柔并济于一身的好产品。共挤技术对设备、模具、原料、配方和工艺的要求极高,目前国内仅有少数几家塑木工厂能够掌握共挤技术,并且共挤技术也代表了整个塑木行业的发展趋势。
两层材料的材质虽然经过不同改性,但基材都是PVC,融合性良好,在模腔内承受高温高压,融熔状态下就粘合在一起,犹如皮肉之原生而不可分离。
表面包覆层使用高聚合度,分子量更高的型号PVC原料,添加了国防科大的研究成果“晶须材料”(由中南大学黄伯云教授研制成功解决我国飞机刹车片国产化的关键材料之一),从而确保表面耐磨性能超强。
包覆层与内芯层只是针对材料应用中的不同要求分别改性,表面材料主要是解决材料的刚性和抗紫外线老化的问题,内芯层材料主要解决材料的韧性和隔热、隔音的问题,在材料改性的过程中,表面包覆层材料的成本会更高一些,但并不是说内芯层材料就差一些。
百妥木使用的塑胶原料为新料,PE/PP塑木使用的是回收两次以上的回收料,原料成本就高,受制于加工成型的困难,降低成本的矿物质填料只能有限添加,要真正达到户外应用的需求,必须添加昂贵的改性剂,加上模具设备成本也高一些,所以百妥木的整体成本高出PE/PP塑木许多,但我们采用了微发泡的工艺适当降低了一些成本,所以我们的只以高出有限的成本却得到无与伦比的品质提升,实是物超所值。
百妥木不能算是户外耐候性最好的塑木产品,用进口ASA原料做表面共挤包覆层的,才是目前世界上户外耐候性最好的塑木产品,但其超过4万元/吨的原料价格已将绝大部分用户挡在门外,何况ASA原料在在回收利用方面的不便,又将绝大部分生产工厂挡在门外。
百妥木以不到ASA共挤塑木一半的价格,却实现了最接近ASA共挤塑木的耐候性效果,百妥木不是户外耐候性最好的塑木产品,却是性价比最高的户外塑木产品。百妥木通过国际权威检测机构“SGS”1000小时的老化测试,令国内绝大多数同行望尘莫及。